Matériaux & Procédés
Par traitements thermiques localisés, il faut entendre ceux conférant aux aciers des propriétés particulières au voisinage de leur surface. Deux grandes catégories peuvent être distinguées : le durcissement par trempe après chauffage superficiel et les traitements thermochimiques qui font intervenir des modifications de la composition du métal au voisinage de sa surface.

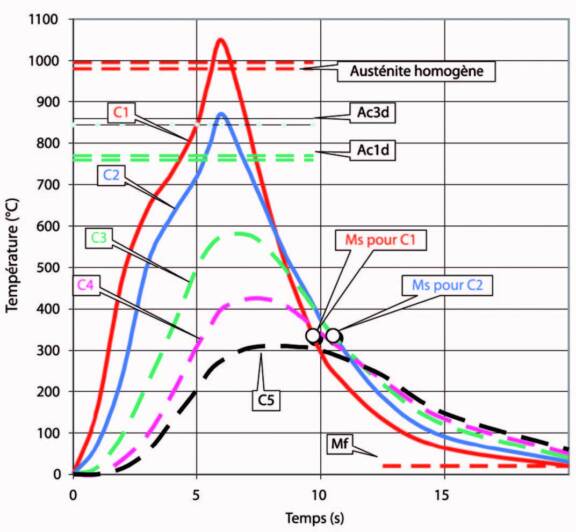
Développée depuis les années 1970, la trempe sous presse a pris son essor via la combinaison de deux facteurs essentiels : la maîtrise du dimensionnel des pièces par l’élimination ou la limitation maîtrisée des déformations après traitement thermique couplée à l’expansion et à la facilité de mise en œuvre de l’automatisation. Effectivement, si une part des déformations géométriques après trempe est prédictible par simulation, une autre part reste difficile à anticiper. C’est dans ce contexte que la trempe sous presse prend tout son sens. Mais que signifie cette technique et comment procède-t-on ?
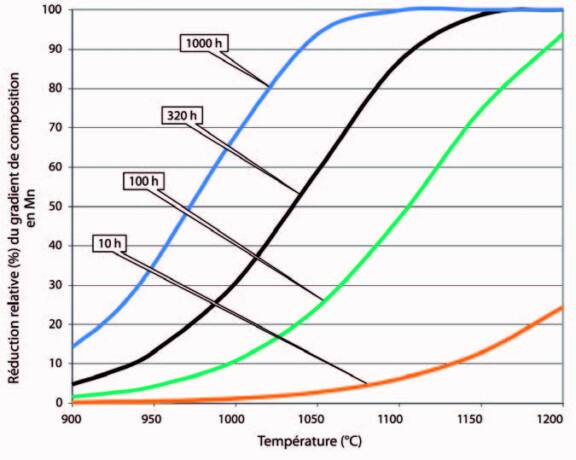
Traitements d’homogénéisation, d’affinage, de restauration, de déshydrogénation, de détensionnement... autant de traitements thermiques qui ont pour objet d’améliorer et/ou de restaurer les potentialités des aciers.
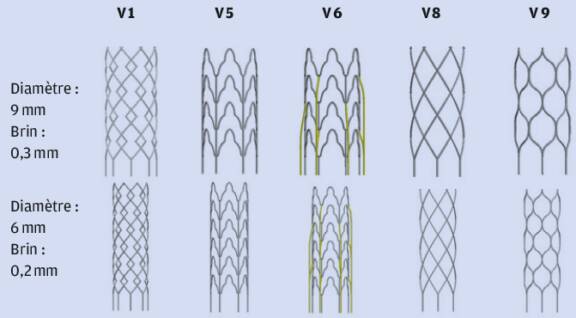
Les stents en nitinol, un alliage de mémoire de forme, sont habituellement usinés par découpe laser. Dans cette étude, les auteurs ont utilisé la fusion sélective par laser (SLM) pour imprimer ces stents afin de proposer une alternative viable pour la production de composants métalliques de forme 3D complexe, difficiles à produire par usinage traditionnel. L’électropolissage a amélioré la qualité de surface de ces stents.
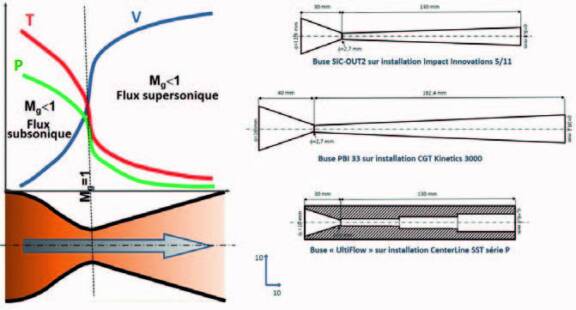
Ce deuxième volet sur trois, d’une série consacrée à ce procédé, traite des technologies en présence et des mécanismes de dépôt. La projection dynamique par gaz froid s’utilise, de plus en plus, dans de nombreux secteurs de l’industrie, grâce à sa capacité de déposer des poudres, le plus souvent métalliques, à haute vitesse (largement supersonique, en général), pour former des revêtements. L’article en présente le principe et comment elle se situe dans la famille des procédés de projection thermique. Les propriétés des matériaux en jeu en cold spray, tant la poudre (avant, pendant et après projection) que le revêtement obtenu finalement sont décrits, à la lumière des applications industrielles envisagées.
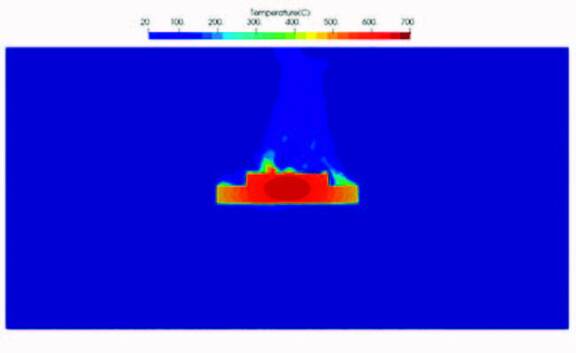
L’utilisation des procédés de traitement thermique, comprenant le chauffage et la trempe, joue un rôle primordial dans la production de matériaux techniques à forte valeur ajoutée. Les secteurs d’applications variées (tels que l’automobile, le nucléaire, l’aéronautique…) exigent en effet des propriétés d’usage bien spécifiques et répondant à un cahier des charges strict, rendant ces process de traitement thermique indispensables. Cependant, ces procédés sont aujourd’hui confrontés à un défi majeur : leur consommation énergétique substantielle.
Augmenter la performance des composants avec un minimum de changements en terme de conception a toujours été un challenge pour l’industrie mécanique. Un fonctionnement satisfaisant sous sollicitations sévères a conduit à utiliser sur des matériaux traités préalablement thermiquement ou thermochimiquement, des revêtements sous forme de couches dures minces, initialement développés pour des applications de type outillage. Les développements des couches minces élaborées par procédé de dépôt sous vide apportent à la communauté tribologique dans les années 80 une couche mince à base de carbone, dure et à bas coefficient de frottement (inférieurs à 0,1). Cette famille de matériaux sont connus sous différentes dénominations (carbones adiamantins, carbone amorphe ou DLC : diamond-like carbon). Ces couches carbonées couvrent en fait un domaine très vaste de compositions et de propriétés mécaniques et tribologiques. Elles sont élaborées par des méthodes hybrides de dépôt, qui font intervenir le PVD (dépôt physique en phase vapeur), le PACVD (dépôt chimique en phase vapeur assisté par plasma). Elles sont déposées sur des substrats variés, essentiellement initialement des aciers à hautes caractéristiques mécaniques, plus récemment sur des alliages légers, voire des élastomères. Sont présentés dans cet article des résultats obtenus sur l’application considérée comme la plus sévère en termes de sollicitations : le contact came/linguet tel que l’on retrouve dans les moteurs à combustion interne de haute performance. Dans ce type de contact se retrouve simultanément les vitesses de glissement et les pressions de contact les plus élevées dans le domaine des composants mécaniques, associées à une alimentation réduite en lubrifiant.

Le traitement dit de « trempe et revenu » est le traitement thermique complet qui doit donner à un acier ses caractéristiques mécaniques optimales en vue de son emploi.
Au début de l’article paru dans le numéro précédent, il a été rappelé que le traitement dit de « trempe et revenu » comportait deux étapes : la trempe et le revenu qui fait l’objet de l’article qui suit.

L’usage du chrome hexavalent ne sera plus autorisé en Europe après septembre 2024. Utilisé pour ses très nombreux avantages dans le domaine de la galvanoplastie et du revêtement de métaux, il est reconnu comme cancérigène. Le procédé de fabrication de son substitut, le chrome 3, reste identique à celui du chrome 6, même si la chimie employée dans sa création est non-toxique et validée par la réglementation REACH.